

Dibs-h
Established Member
RussianRouter":1sfh5n97 said:Dibs.
There's an 'e' after the 's' in Merseyside. :wink:
Ain't there always been one? Don't say I changed it while you were blinking again! :wink:
RussianRouter":1sfh5n97 said:Dibs.
There's an 'e' after the 's' in Merseyside. :wink:
Josie99":63wmuvh0 said:Great tip especially for me.
barkwindjammer":3czpzkq5 said:cant wait to see the pics





RussianRouter":g2h55vyv said:Erm! what tip and what pics?
OldWood":g2h55vyv said:Reference water jet cutting - did you watch the programme on BBC 2 this evening (Sunday 9.05 pm) on Rolls Royce and making Jet Engines ?
Fantastic programme - if you missed it, wind up your IPlayer and watch it on that. It was an absolute credit to all the guys at RR and also to the film makers. Seriously do not miss it. And it does have a brief clip of water machining.
Rob
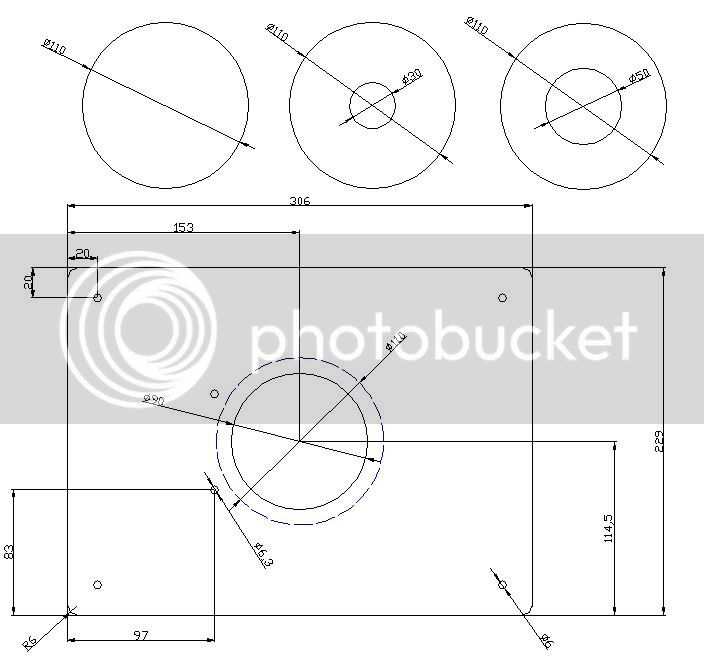
Dibs-h":7e5grbdt said:The one thing I will confirm today is that if the rings\disc are cut to an external dia of 110mm, what will they actually end up at. Just wondering will they drop into our shoulder or require some fettling? Should we have the rings 109.5mm or something or even 109.9mm??
Dibs-h":1c69j3ea said:The one thing I will confirm today is that if the rings\disc are cut to an external dia of 110mm, what will they actually end up at. Just wondering will they drop into our shoulder or require some fettling? Should we have the rings 109.5mm or something or even 109.9mm??
Loz_S":1r2rs5ut said:Dibs-h":1r2rs5ut said:The one thing I will confirm today is that if the rings\disc are cut to an external dia of 110mm, what will they actually end up at. Just wondering will they drop into our shoulder or require some fettling? Should we have the rings 109.5mm or something or even 109.9mm??
That should all depend on the tolerance quoted and the quality of the machining. Specifying a different sized ring is not necessary. The firm you are dealing with should be able to help you here but the stepped hole needs to be specified with a + 0.Xmm, - 0.0mm tolerance and the ring is the reverse, with a + 0.0mm, - 0.Xmm tolerance.
In other words and as an example, the holes could be 110mm +0.1 - 0.0
and the rings could be 110mm + 0.0 - 0.1. If the firm can produce to these tolerances, then they will always fit.
Loz_S":6gn90t6m said:That doesn't really make much sense. Are they telling you that the plate thickness tolerance is as quoted or that their ability to machine a given dimension is dictated by the material thickness?
Anyway, we may be trying too hard to be too clever. For such a small project (for the machine shop that is) would it not be simpler to ask whoever is in charge to machine the discs for an interference fit (at best) in the plate holes and just leave it up to them to make sure they fit. Otherwise you could end up trying to specify roundness, concentricity, position, flatness and cylindricity!! They may end up just laughing at you or charging twice as much!
If everything is being cut in the same shop just let them know what you want, I'm sure they can suggest a solution without having to try and out guess the quality of their work.
OldWood":30m951sc said:Tolerances- and just to make it more difficult, most of us are mixing Al and MS. I'm not going to attempt to do the sums !
Rob
Dibs-h":1p3rthi4 said:I think it might not be a bad idea for the rings\discs to be say 0.1mm smaller in diameter than the "hole" they drop into.
We've discussed it before and an interference fit is not what we are aiming for (or that's my recollection) - screwing the discs\rings down was the sensible idea given the proximity of spinning TCT.
If that is the case - i.e. screwing them down - something say 0.1mm or even a little larger would be ok - me thinks anyway. What say the rest?
It would also ensure their are minimal problems afterwards - i.e. very little to no fettling required.
Loz_S":ijbfqtfd said:Seems a little pointless to engineer in an unnecessarily large fit when you are going to the trouble of having something made with such high precision machines.
Enter your email address to join:
























