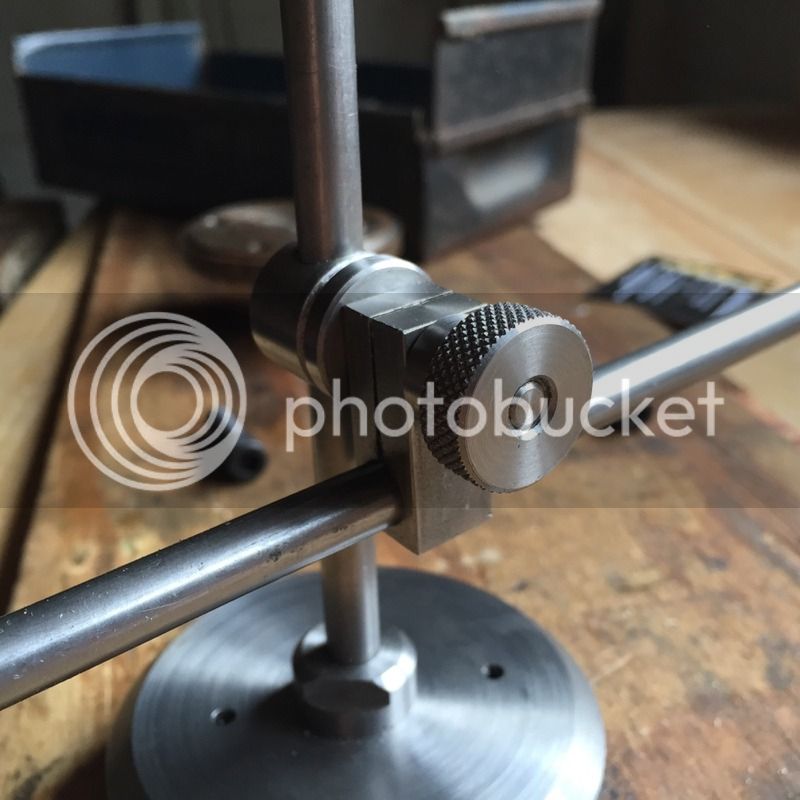
Here's my current project, a tapping stand. The usual advice with tapping is to tap while the work is still under the pillar drill (off power, turned by hand) in order to keep the tap square with the hole. That's how I've tapped for years, but I always end up rapping my knuckles on something whilst trying to turn the chuck. There are lots of homemade tapping stands on the web, often made from old drill stands, so finally I'm making my own.
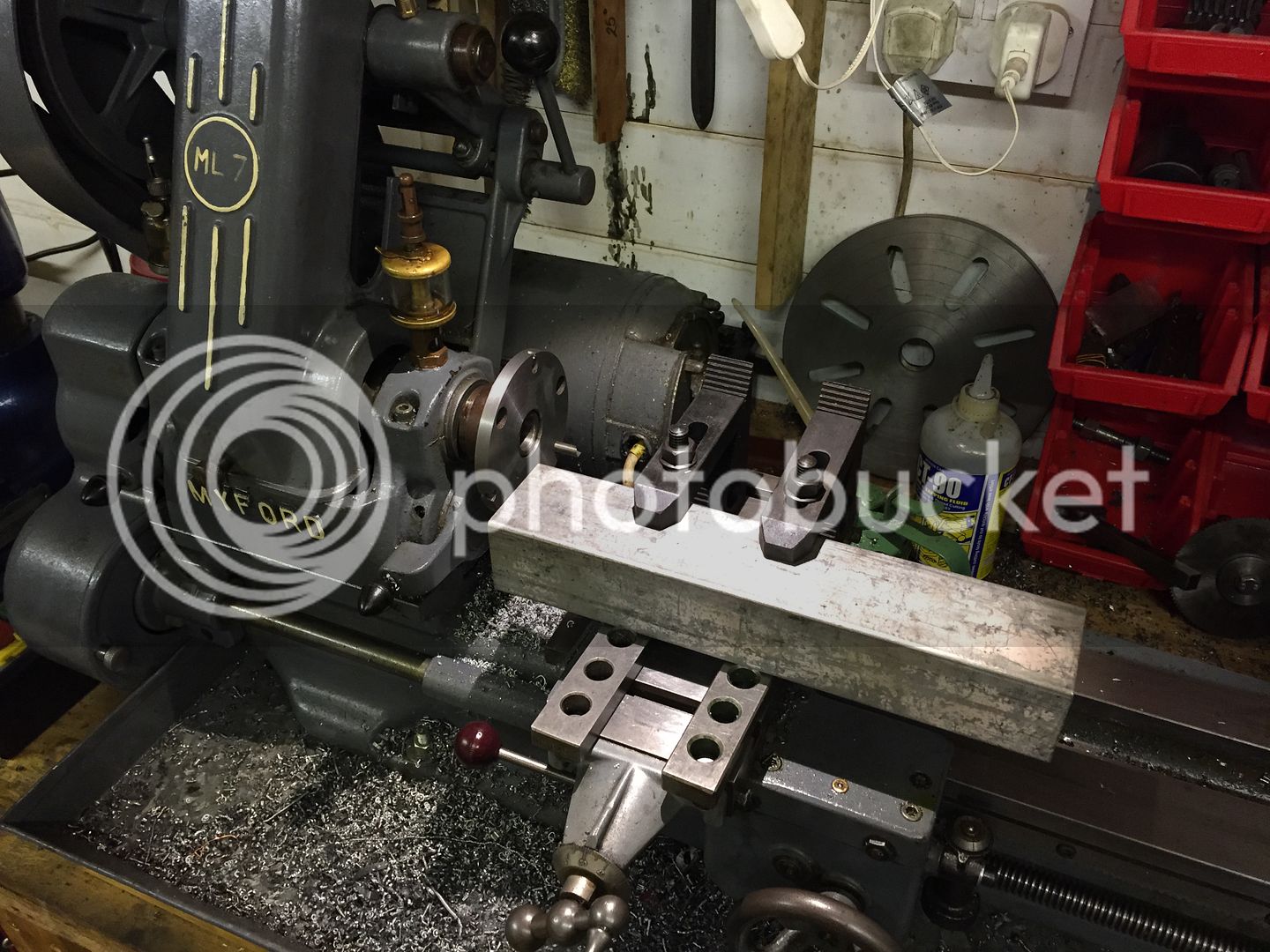
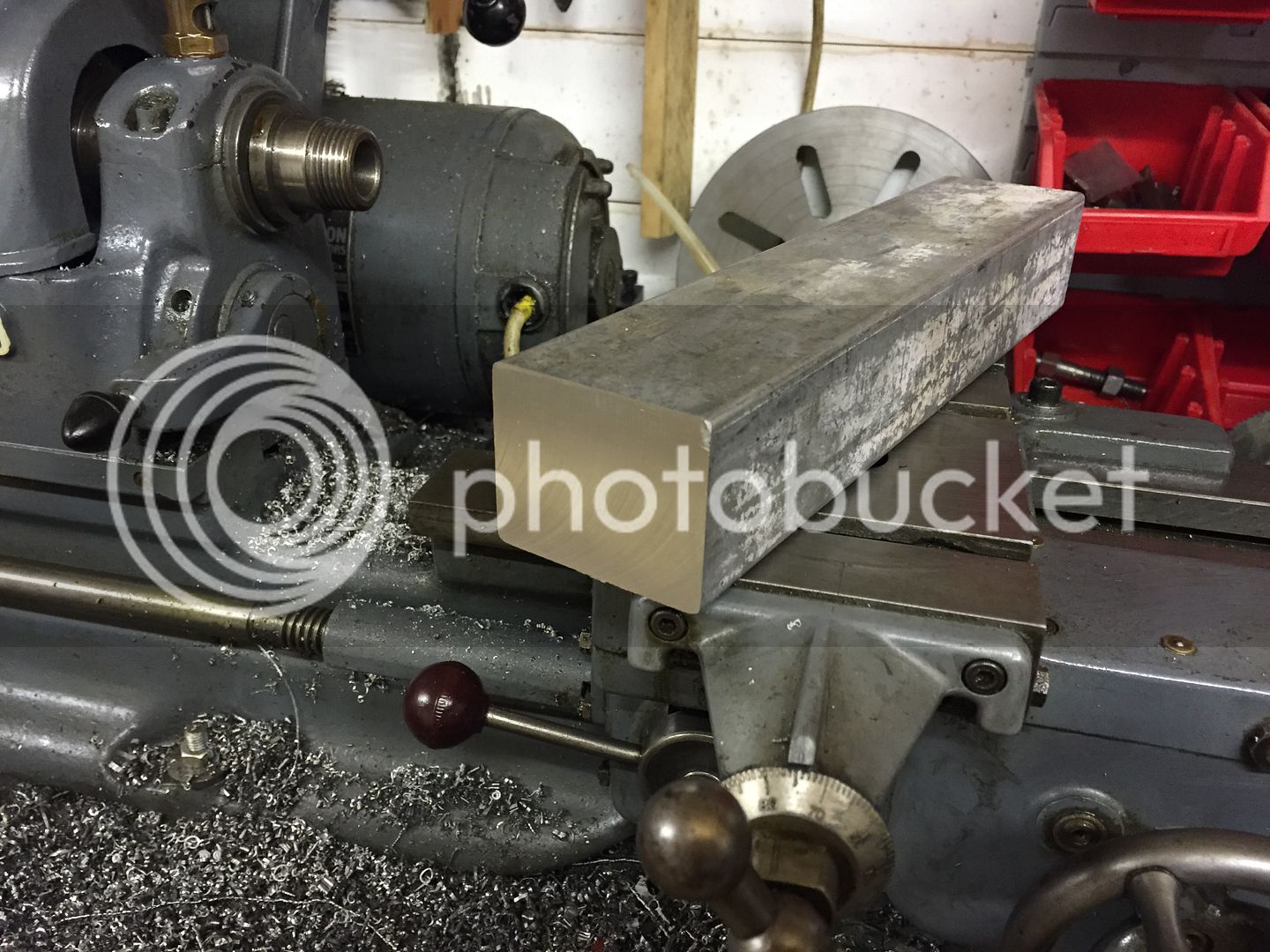
I have an old crusty drill stand, but the original drill holder isn't easily adaptable for what I want, so I've made a new arm from some random aluminium bar. First off, milling the end of the bar square. My mill is nowhere near big enough for this, so I'm using the lathe instead:
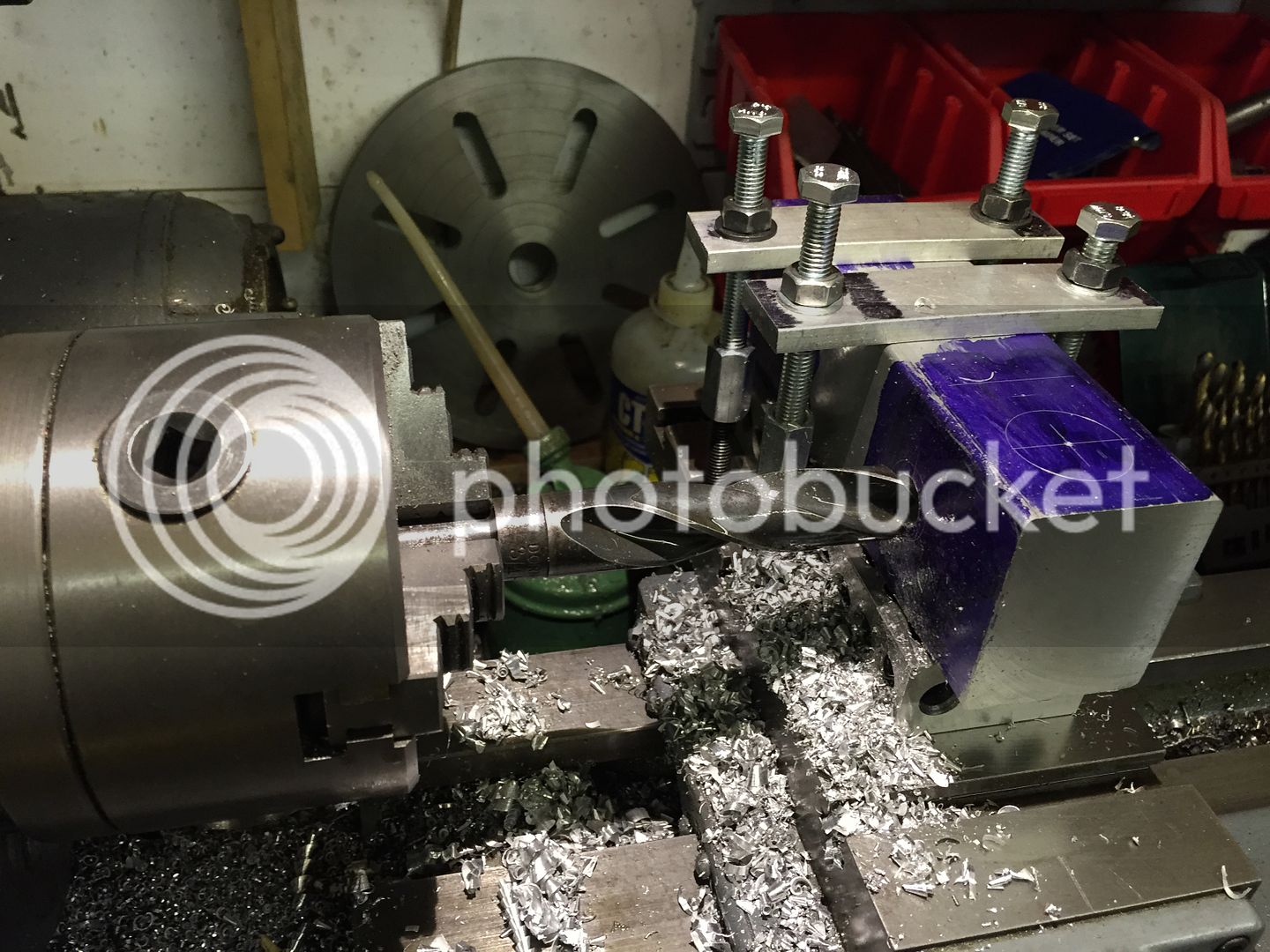
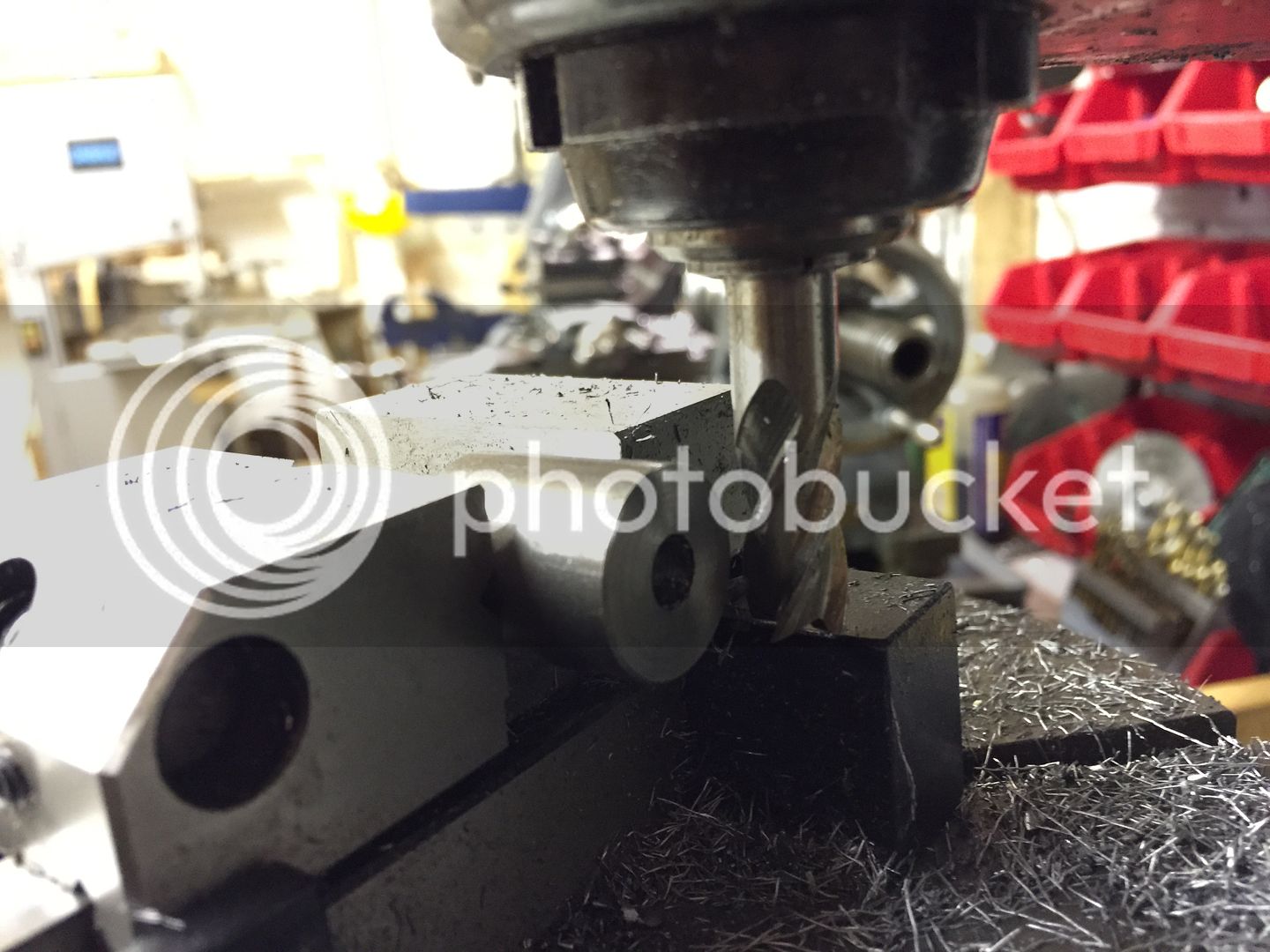
It was then sawn to length and the opposite end milled square. After marking out, it was mounted on the cross slide to bore the locking holes. Started out with a pilot drill, then followed up with a 3/4" drill:
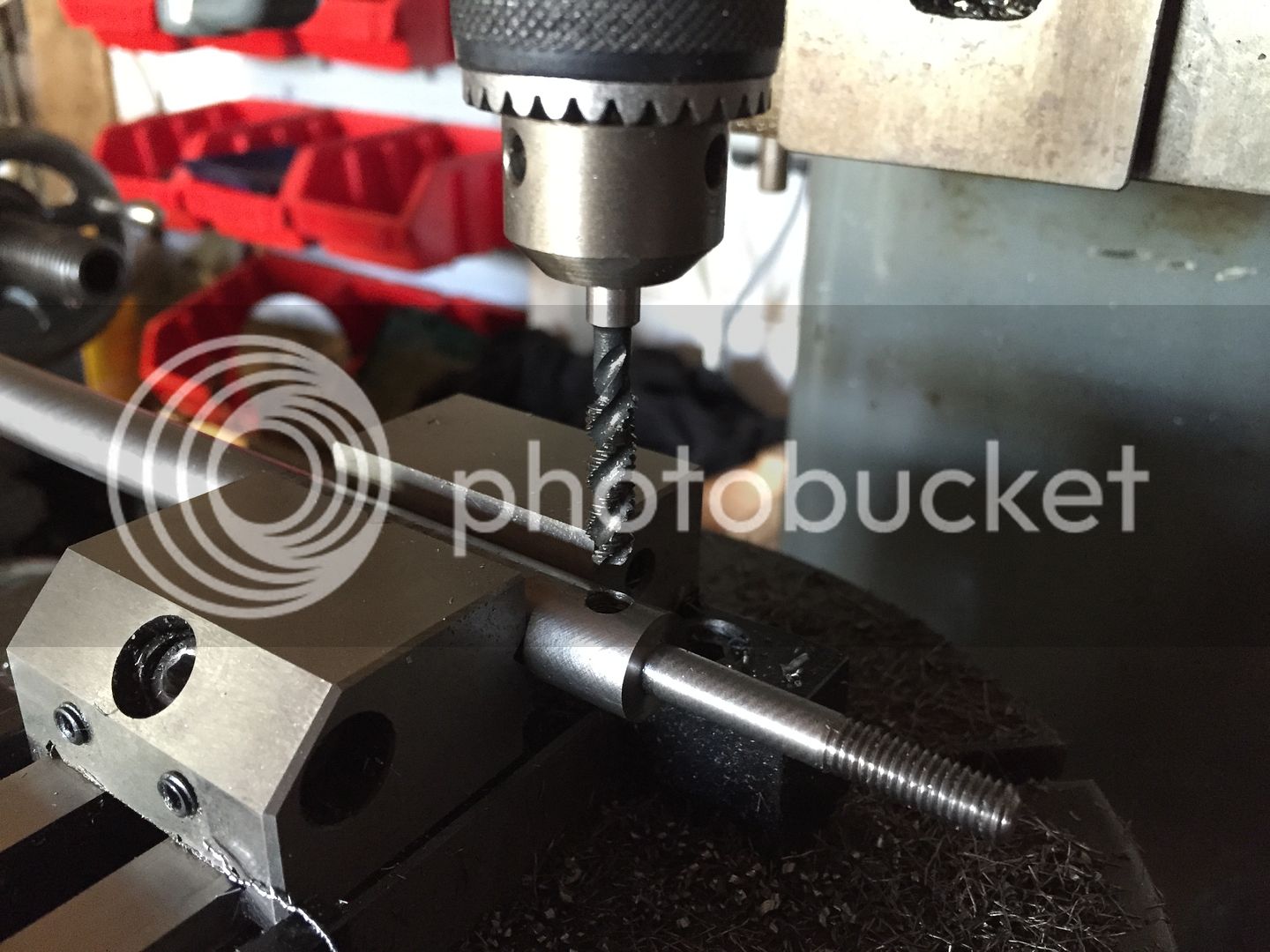
The hole left by the 3/4" drill was accurate enough for the locking shafts. Next the bar was rotated 90* to bore the holes for the pillar and tapping spindle. By boring both without disturbing the bar on the cross slide, they should in theory be parallel. Started out by drilling as before:
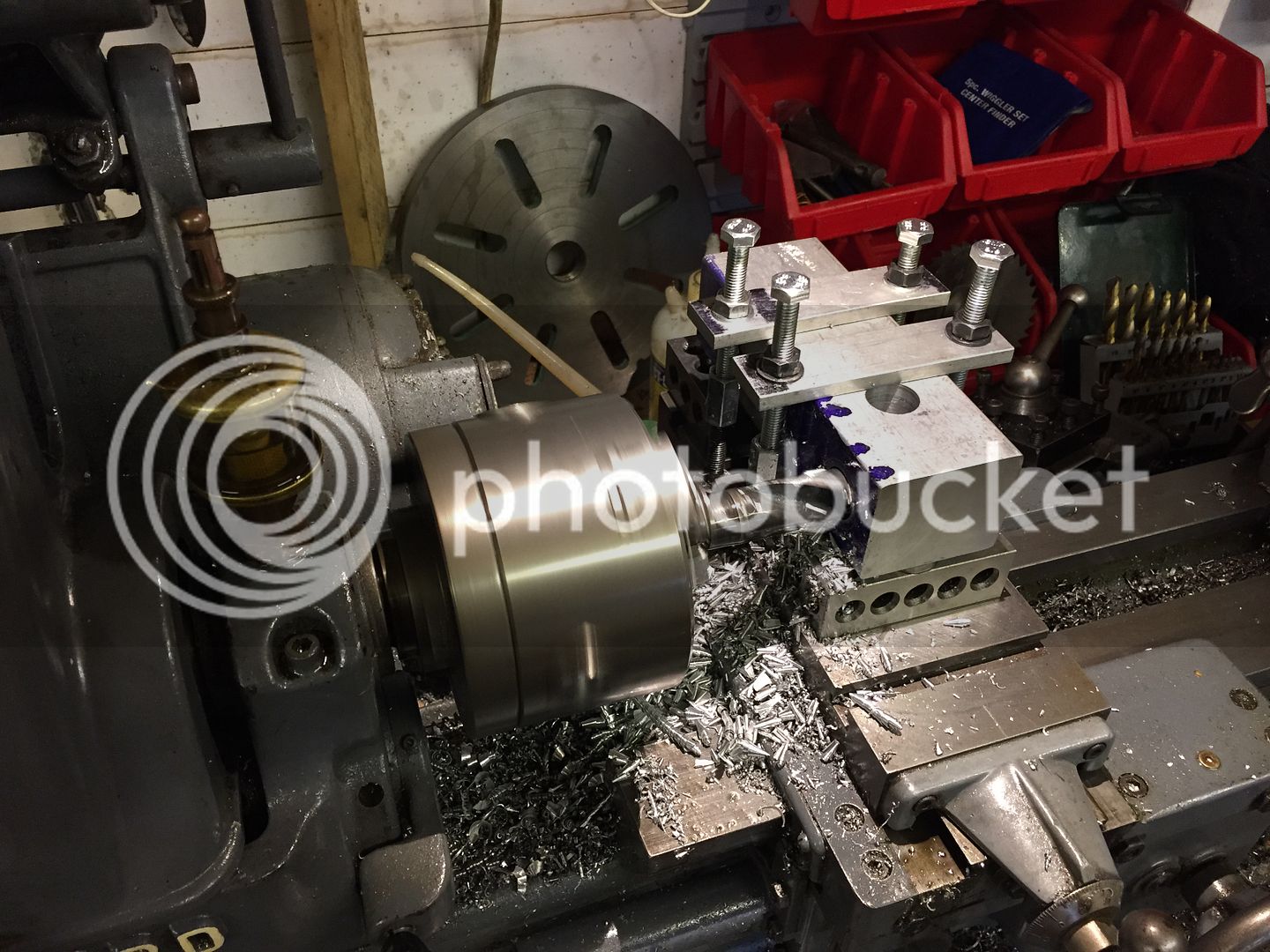
Then followed up with a boring head:
Apart from going larger than my biggest drill (the 3/4"), using the boring head resulted in a much more accurate, better finished bore. I can live with the drilled holes for the locking shafts, but I wanted the bore for the pillar to be a close fit.
(Not pictured: making a new boring bar for the boring head, or making a new draw bar from a rusty iron hand wheel and a rod salvaged from a printer.....)






") I'm holding out for a chuck on e**y at the moment, but as I keep forgetting to bid....
I'm holding out for a chuck on e**y at the moment, but as I keep forgetting to bid....