condeesteso
Established Member
Bit of help required please. I sometimes turn handles for chisels etc, and regularly hit the same problems.
My lathe is a Coronet, long bed, and I have a good chuck for it (can't remember what, it's American, ex Rutlands).
The 2 issues are [1] boring the hole for tang - not coming out bang-on centre (even though the stock is chuck-mounted centrally).
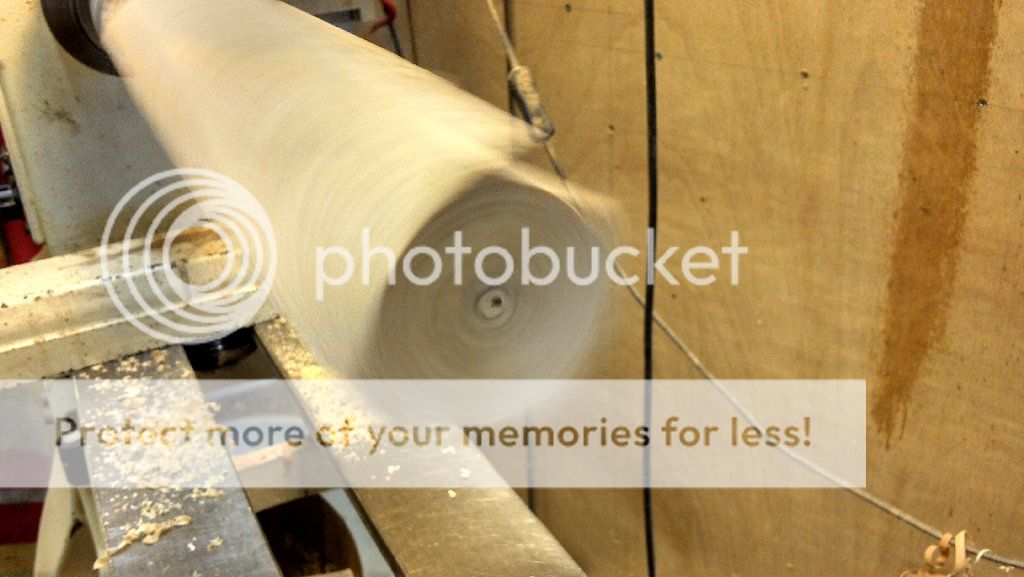
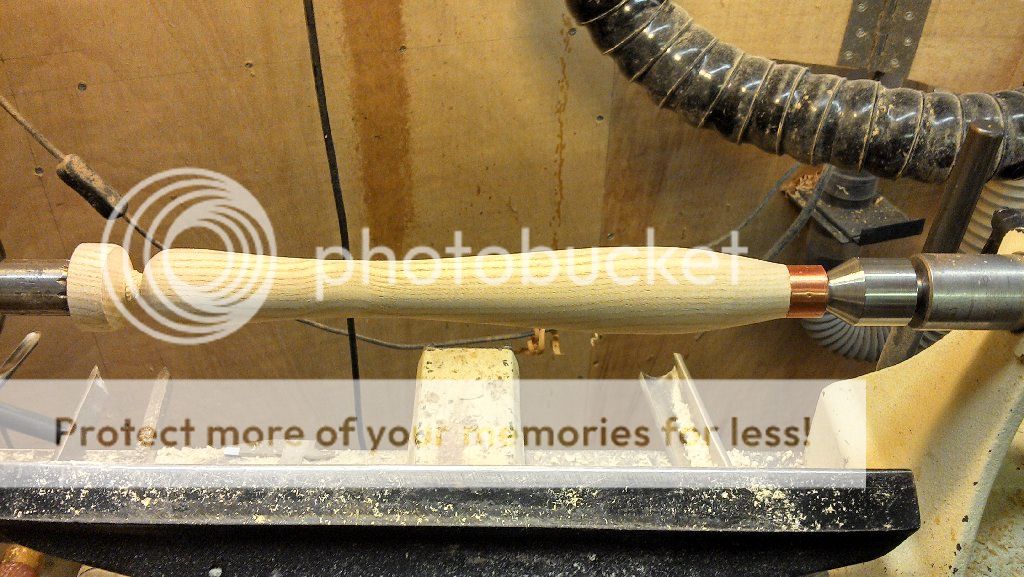
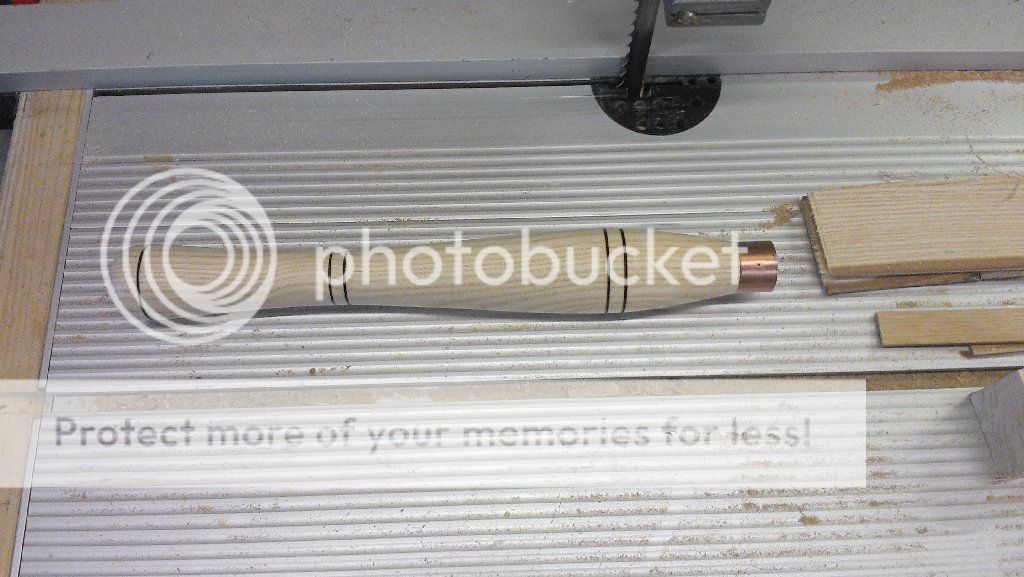
And [2], the order of work. I start with a square-section blank, say 140mm long. Turn a good cylinder then mount into the chuck, still supporting the r/h end with live centre. Turn the ferrule dis down at the r/h end, then rough profile the handle as close to the chuck as I dare go.
Fit drill-bit in tailstock and bore stepped tang-hole (usually annoyingly off-centre as above).
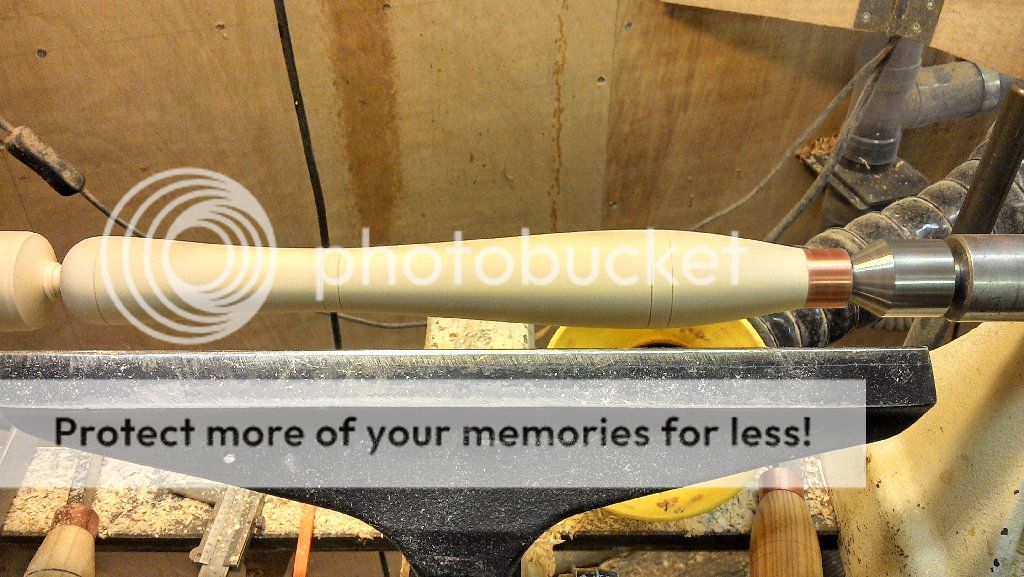
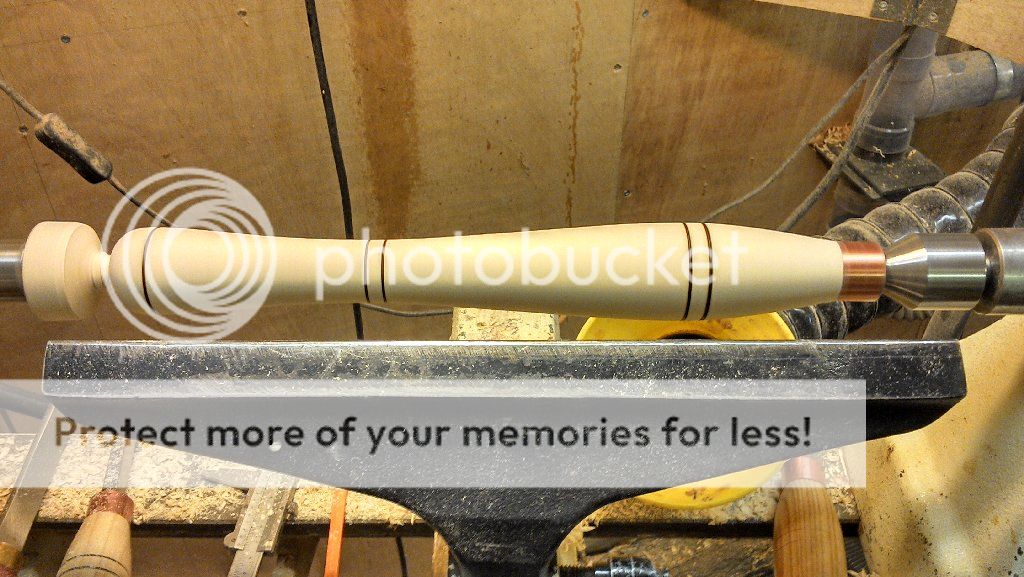
Then I flip the stock and finish-turn the handle, holding stock by ferrule in chuck (not good as not enough stiff support for the stock).
I have checked tailstock alignment to head centre - it looks bang-on. I suspect a set-up issue but what??
Also, do I need some kind of cup centre to support the handle end away from ferrule for final shaping.
I am a bit stuck and would appreciate help / advice.
Thanks all.
My lathe is a Coronet, long bed, and I have a good chuck for it (can't remember what, it's American, ex Rutlands).
The 2 issues are [1] boring the hole for tang - not coming out bang-on centre (even though the stock is chuck-mounted centrally).
And [2], the order of work. I start with a square-section blank, say 140mm long. Turn a good cylinder then mount into the chuck, still supporting the r/h end with live centre. Turn the ferrule dis down at the r/h end, then rough profile the handle as close to the chuck as I dare go.
Fit drill-bit in tailstock and bore stepped tang-hole (usually annoyingly off-centre as above).
Then I flip the stock and finish-turn the handle, holding stock by ferrule in chuck (not good as not enough stiff support for the stock).
I have checked tailstock alignment to head centre - it looks bang-on. I suspect a set-up issue but what??
Also, do I need some kind of cup centre to support the handle end away from ferrule for final shaping.
I am a bit stuck and would appreciate help / advice.
Thanks all.